
Projects
Bulk Material Handling Systems
Matrix has a very extensive background in bulk material handling systems both on the engineering side as well as on the equipment supply side. We are capable of custom design and supply of systems for handling problematic materials or powders.
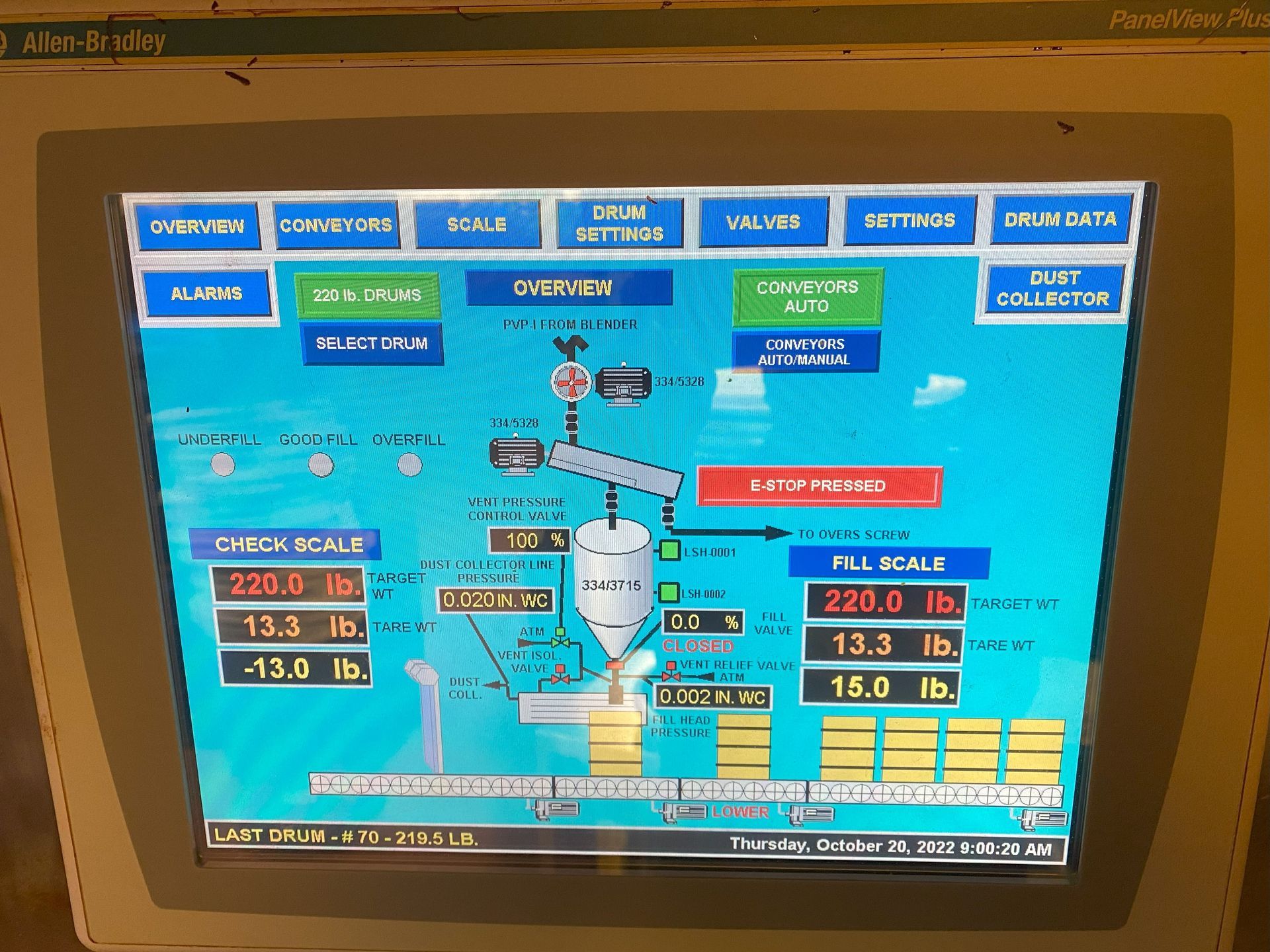
CLASS I AREA PLC CONTROLS

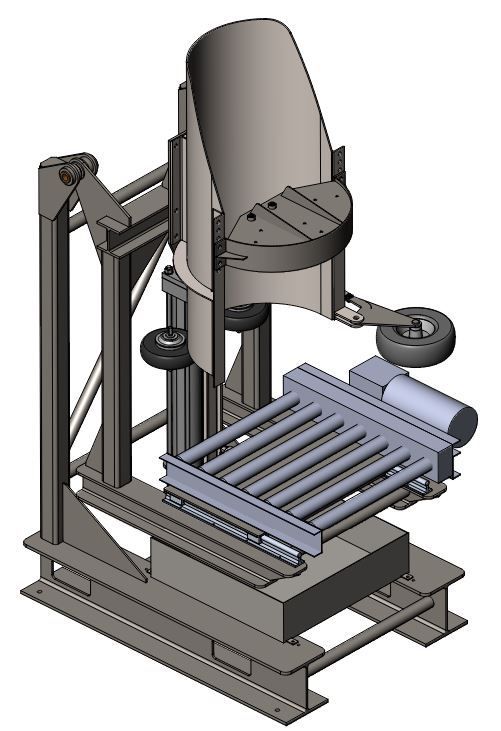
PHARMA GRADE CLASS II DIV 1/2 POWDER PACKAGING

(14) ALTERNATING SEQUENCED CONVEY INLETS THRU A 10" LINE AT 15.0 MTPH

MULTI-SOURCE VACUUM CONVEY WITH MULTIPLE DESTINATIONS

METAL PART DRUMS TO WASHING SYSTEM AND TRANSFER TO TOTES
DUMPING STICKY METAL PARTS TO A WASHER SYSTEM

Sealed Tote Discharging for Dust and Moisture Control

P2O5 Batch Feeding System

Matrix Engineering provided PLC programming and network communications for a Frac Sand Processing and Distribution Facility in Wisconsin.