
Projects
Control System Design
Matrix designs and builds Controls Systems for Industrial, Manufacturing and Marine Clients. Matrix has a UL Listed 508A panel shop for industrial controls. We also have the UL Listing 698 for providing power and signals safely to an XP environment.
Matrix provides a PLC based TUGMONITOR for a 6000HP TWIN ENGINE NEW BUILD. Communicates seamlessly via ethernet with GE Engines.

CORROSIVE / COMBUSTIBLE IODINE DUST
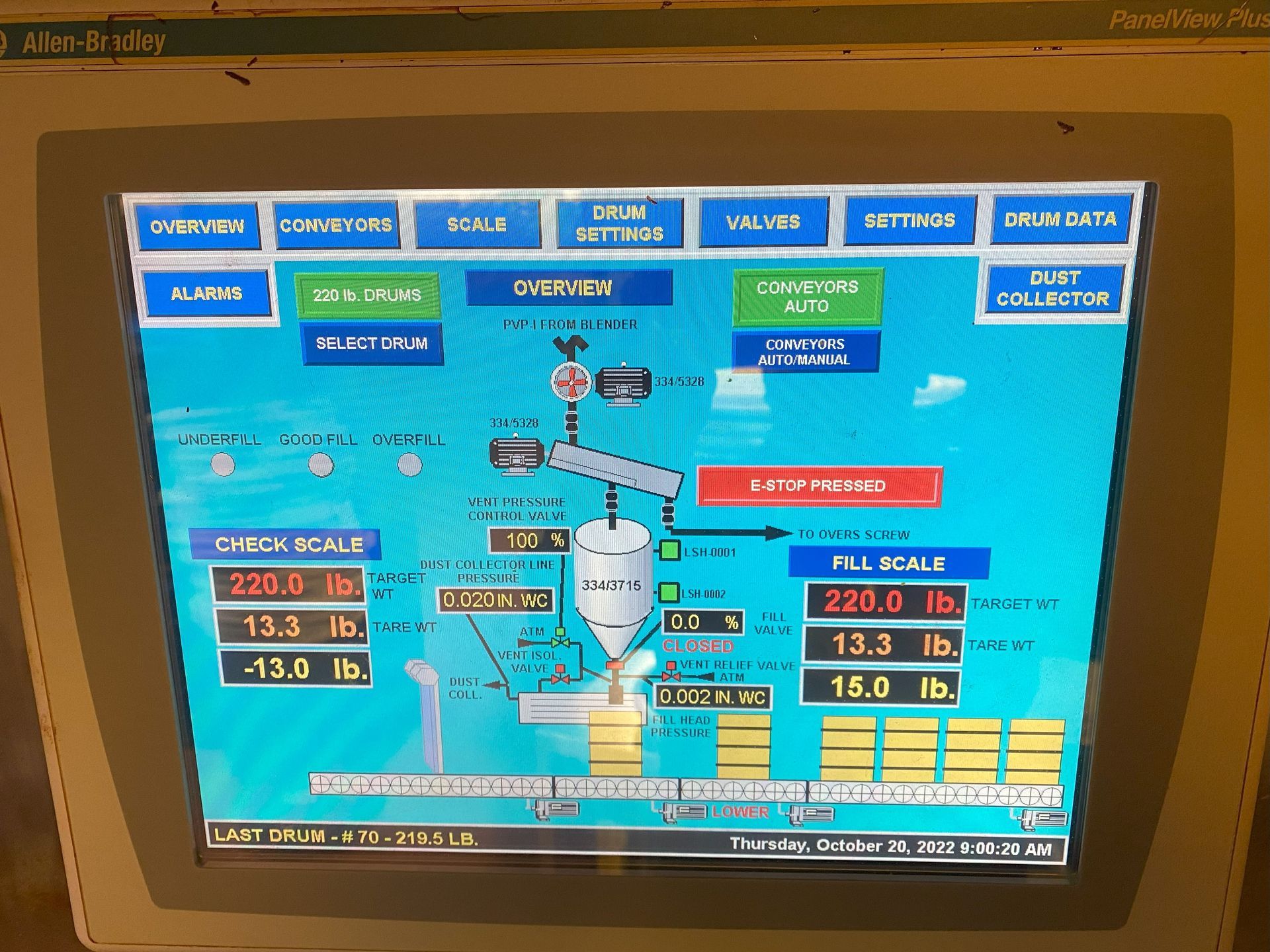
CLASS I AREA PLC CONTROLS

MULTI-SOURCE VACUUM CONVEY WITH MULTIPLE DESTINATIONS

METAL PART DRUMS TO WASHING SYSTEM AND TRANSFER TO TOTES
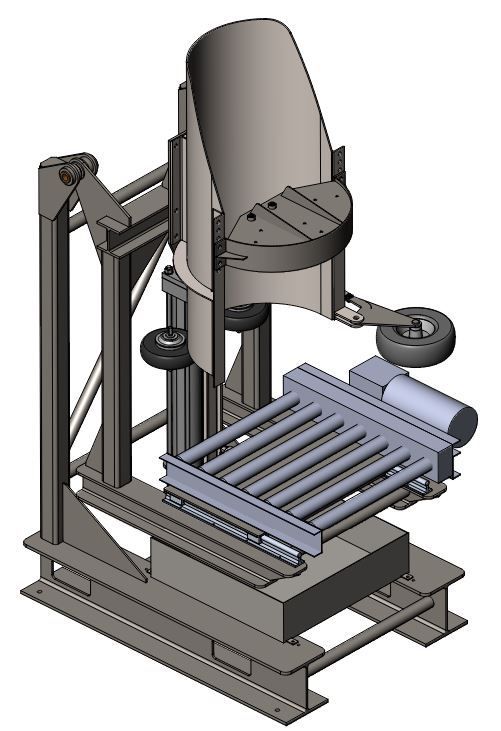
DUMPING STICKY METAL PARTS TO A WASHER SYSTEM
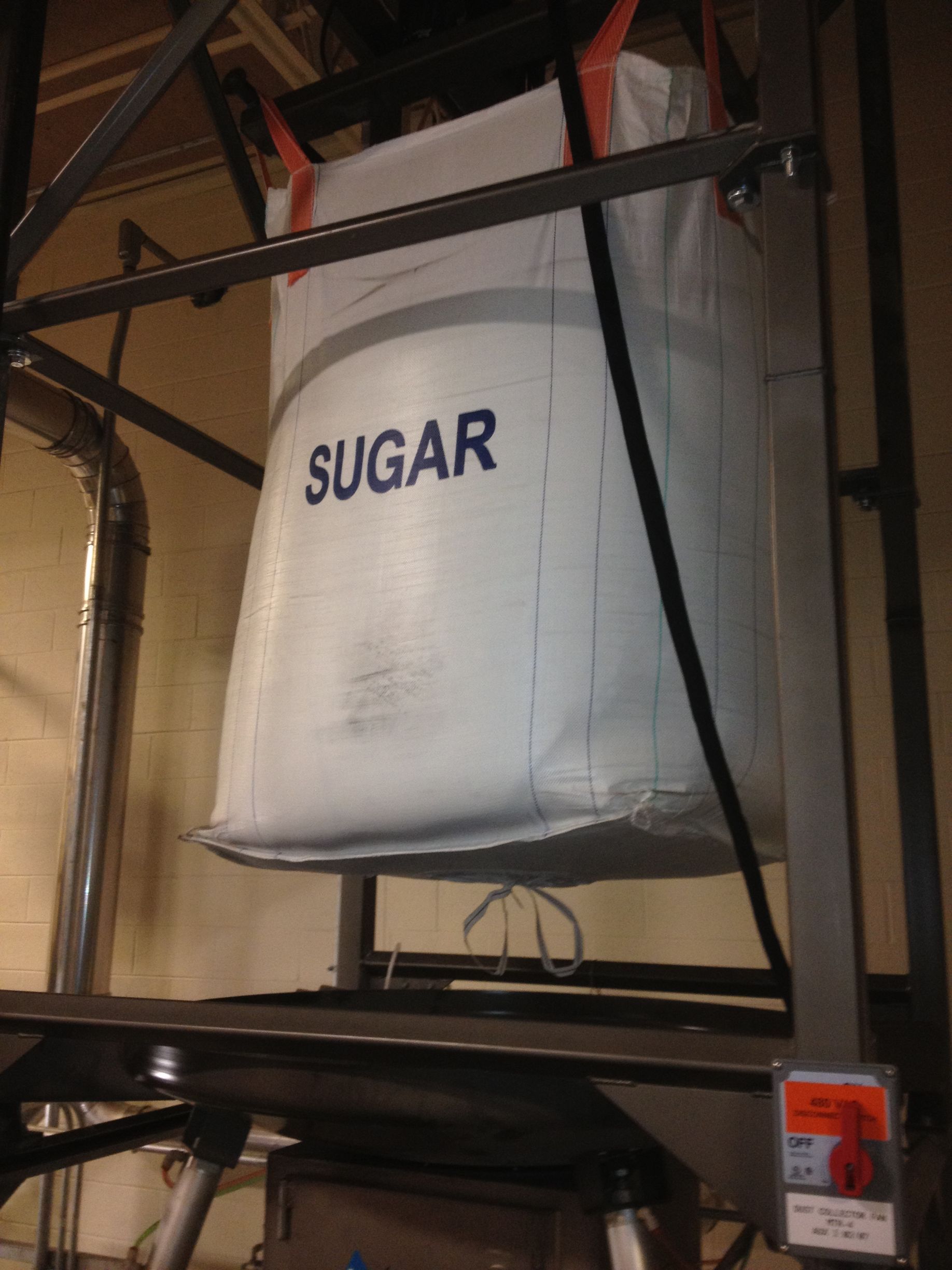
Under the direction of LECORP, Matrix Industrial Systems designed and supplied a food grade structural platform for Bremner Food Group in Princeton Kentucky.

Matrix Industrial Systems provided the complete control system with necessary programming and HMI integration for two large scale production units that perform plastic spray molding of barge covers.

Matrix Engineering provided PLC programming and network communications for a Frac Sand Processing and Distribution Facility in Wisconsin.